鋁合金焊接的引進(jìn)與研究應(yīng)用
文/丁啟飛,趙毅,廖煥·珠海格力電器股份有限公司
鋁合金材料具有密度小、強(qiáng)重比高、耐腐蝕、維護(hù)費(fèi)用低及可循環(huán)利用等諸多優(yōu)點(diǎn),已經(jīng)被廣泛地應(yīng)用于航空航天、建筑結(jié)構(gòu)、橋梁、軌道交通工具等各重要領(lǐng)域。鋁合金材料已成為機(jī)組結(jié)構(gòu)輕量化的首選金屬材料。
項(xiàng)目背景
隨著我司開始涉足交通領(lǐng)域,大巴空調(diào)、船用空調(diào)、智軌空調(diào)等產(chǎn)品相繼面世(圖1)。為滿足客戶的機(jī)組輕量化要求,智軌空調(diào)、大巴空調(diào)等項(xiàng)目均采用鋁合金材料。此類機(jī)組結(jié)構(gòu)件進(jìn)行焊接連接,需開發(fā)鋁合金焊接工藝來滿足需求。

圖1 涉及的交通工具類型
項(xiàng)目綜述
根據(jù)人、機(jī)、料、法、環(huán)、測全流程分析,根據(jù)鋁合金焊接行業(yè)龍頭標(biāo)準(zhǔn),焊接資質(zhì)需具備:明確的焊接工藝方式;完善的工藝指導(dǎo)文件,包括工藝評定報告、通用工藝文件、焊接工藝規(guī)程、焊接作業(yè)指導(dǎo)書等;環(huán)境溫度大于20℃,環(huán)境濕度不超過65%,風(fēng)速不超過2m/s,待焊接零件不允許與含碳量高的金屬材料進(jìn)行直接接觸,焊接時不允許與其他材料焊接共處同一工位。焊工需通過相應(yīng)材料焊工考試,具備相應(yīng)焊工資質(zhì);具備鋁合金材料焊接功能的設(shè)備能力。
項(xiàng)目目標(biāo):建立鋁合金鈑金件焊接工藝指導(dǎo);建立鈑金分廠鋁合金材料焊接能力;通過EN15085認(rèn)證,具備軌道交通鋁合金焊接資質(zhì);建立控溫控濕的焊接車間,優(yōu)化焊工焊接作業(yè)環(huán)境。
項(xiàng)目方案
項(xiàng)目方案從焊接工藝準(zhǔn)備、廠房建設(shè)方案、設(shè)備選用方案、焊工技能培訓(xùn)等方面進(jìn)行開展。
⑴焊接工藝準(zhǔn)備。我廠未承接過鋁合金材料零件焊接,無明確的涉及鋁合金焊接的工藝指導(dǎo)方式,通過以下步驟形成工藝指導(dǎo)。
①解析EN15085相關(guān)標(biāo)準(zhǔn),分離提取技術(shù)要求指標(biāo),形成通用工藝指導(dǎo)文件。
②完成鋁合金焊接工藝評定樣件制作,并完成相應(yīng)工藝評定檢驗(yàn)項(xiàng)目取得報告。
③根據(jù)工藝評定報告完成鋁合金焊接工藝規(guī)程。
④依據(jù)通用工藝文件和工藝規(guī)程完成鋁合金焊接作業(yè)指導(dǎo)書。
⑤依據(jù)EN15085檢驗(yàn)要求完成焊縫檢驗(yàn)作業(yè)指導(dǎo)書。
⑵焊接工藝分析及裝備選型。
焊接工藝分析及裝備選型見表1。
表1 焊接工藝分析及裝備選型

鈑金分廠配備焊接設(shè)備為松下YC-315TX氬弧焊機(jī)、松下YC-300WX氬弧焊機(jī),米勒二氧化碳?xì)怏w保護(hù)焊機(jī)和OTC二氧化碳?xì)怏w保護(hù)焊機(jī)(圖2),均不具備鋁合金焊接能力。熔化極惰性氣體保護(hù)焊(MIG)兼具良好的焊接質(zhì)量控制、較為靈活的手工焊操作能力和相對較低的設(shè)備成本,可滿足鈑金鋁合金零件焊接生產(chǎn)需求。

圖2 鈑金分廠配備焊接設(shè)備
⑶焊接房建設(shè)方案。目前生產(chǎn)環(huán)境為車間內(nèi)開放式作業(yè)環(huán)境,溫度濕度未受控,不符合鋁合金焊接所需控溫控濕作業(yè)環(huán)境。焊接區(qū)域未按零件材質(zhì)劃分,材料混雜,不符合鋁合金焊接防雜質(zhì)污染的焊接環(huán)境。
對分廠焊接區(qū)域進(jìn)行全面改建(圖3),建造全封閉式焊接廠房滿足環(huán)境條件控制需求。
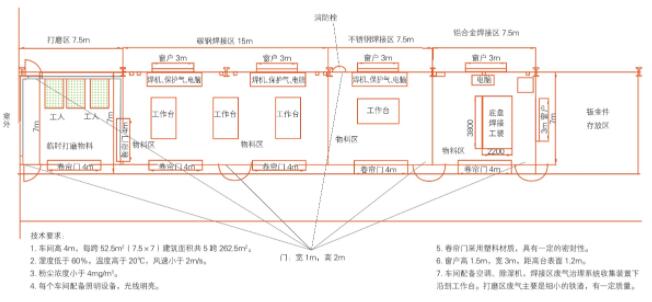
圖3 焊接區(qū)域進(jìn)行全面改建示意圖
1)車間高4m,每跨52.5m2(7.5m×7m),建設(shè)面積共5跨262.5 m2。
2)濕度低于60%,溫度高于20℃,風(fēng)速小于2m/s。
3)粉塵濃度小于4mg/m3。
4)每個車間配備照明設(shè)備,光線明亮。
5)卷簾門采用塑料材質(zhì),具有一定的密封性能。
6)窗戶高1.5m,寬3m,距離地表面1.2m。
7)車間配備空調(diào)、除濕機(jī)。焊接區(qū)廢氣治理系統(tǒng)收集裝置下沿到工作臺。
8)除塵設(shè)備。除塵設(shè)備廢氣治理系統(tǒng)需收集裝置下沿到工作臺,工位粉塵濃度小于4mg/m3;焊接廢氣的控制風(fēng)速設(shè)計為0.5 m/s,單個工作臺的罩口排風(fēng)量預(yù)估為10000 m3/h。
9)除濕機(jī)。廠房要求濕度低于60%,綜合考慮生產(chǎn)環(huán)境和除濕需求,擬選用CF3.8BDE,名義除濕量3.8kg/h。
10)空調(diào)器。廠房要求環(huán)境溫度大于20℃ ,空調(diào)制冷量設(shè)計為84000Btu/h,額定功率25kW。擬選用FGR25/BNa-M。
⑷人員技能(圖4)。經(jīng)過現(xiàn)場測試,目前焊工對鋁合金焊接技術(shù)沒有完全掌握,焊縫成形直線度不良,高度、寬度差過大,焊接缺陷嚴(yán)重,不符合焊縫合格要求。焊工不具備鋁合金材料焊接技術(shù)能力。

圖4 焊接技能人員
選取鈑金分廠焊工脫崗進(jìn)行鋁焊實(shí)操技術(shù)培訓(xùn),取證項(xiàng)目見表2。對鈑金分廠鋁合金焊工進(jìn)行標(biāo)準(zhǔn)知識培訓(xùn),不定期對鈑金分廠焊工進(jìn)行EN15085標(biāo)準(zhǔn)方面培訓(xùn),包括圖紙標(biāo)注、焊接方式、工藝要求等。
表2 鈑金分廠焊工脫崗進(jìn)行鋁焊實(shí)操項(xiàng)目

建立持證焊工定期技能復(fù)審制度,以6個月為周期進(jìn)行焊工技能復(fù)審,進(jìn)行工作試樣焊接與評審。評審項(xiàng)目參照ISO 9606-2焊工資格考試中要求項(xiàng)目進(jìn)行。
結(jié)束語
通過采取上述措施,建立了鋁合金鈑金件焊接工藝指導(dǎo),提升了鈑金分廠鋁合金材料焊接能力,并通過EN15085認(rèn)證,獲得軌道交通鋁合金焊接資質(zhì),達(dá)到了預(yù)期目的。

丁啟飛
作者簡介
技術(shù)創(chuàng)新科副主管,機(jī)械工程師,主要從事鈑金沖壓、噴涂工藝和設(shè)備管理研究,主持完成多條大型沖壓自動線設(shè)計投產(chǎn),廠區(qū)精益布局規(guī)劃,設(shè)備信息化項(xiàng)目研究。






鋁合金材料具有密度小、強(qiáng)重比高、耐腐蝕、維護(hù)費(fèi)用低及可循環(huán)利用等諸多優(yōu)點(diǎn),已經(jīng)被廣泛地應(yīng)用于航空航天、建筑結(jié)構(gòu)、橋梁、軌道交通工具等各重要領(lǐng)域。鋁合金材料已成為機(jī)組結(jié)構(gòu)輕量化的首選金屬材料。